供膠系統(tǒng)
計(jì)量系統(tǒng)
出膠系統(tǒng)
設(shè)備周邊產(chǎn)品
供膠泵
單組份計(jì)量機(jī)-MVP13
雙組分變比大劑量計(jì)量機(jī):ABF20
緊湊型齒輪計(jì)量機(jī):HGP
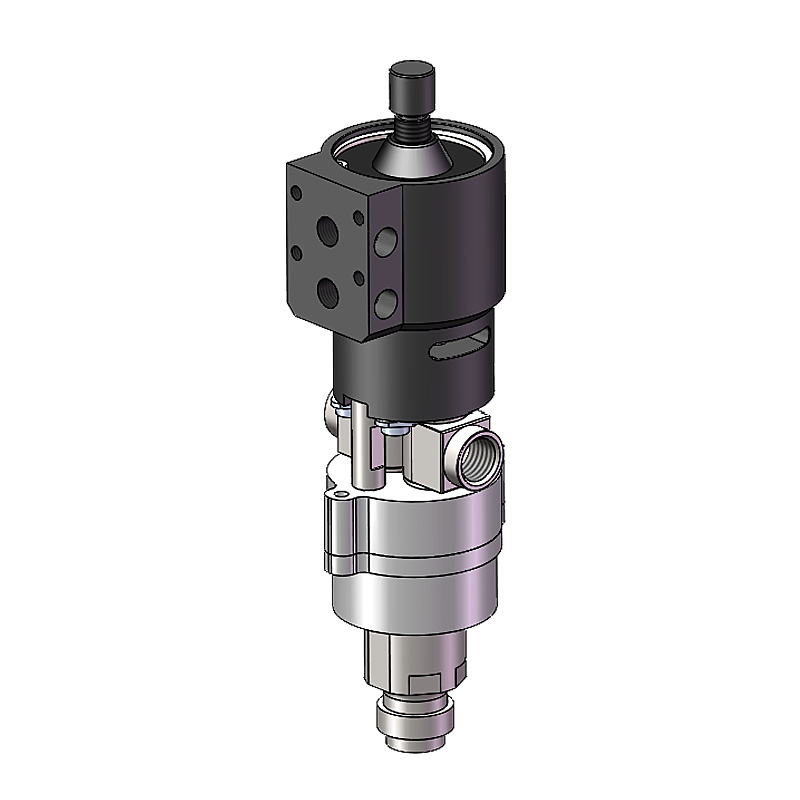
SPY-MV2-A1-360
SPY-MV1-CM
SPY-MV2-C1
特氟龍針頭
鋁膠桶系列
寬嘴針頭
2024-03-17 12:30:02丨行業(yè)資訊
礦用氣動(dòng)噴涂機(jī)的使用注意
新聞資訊
公司簡(jiǎn)介
榮譽(yù)資質(zhì)
加入我們
公司新聞
行業(yè)資訊
總部:上海市閔行區(qū)昆陽(yáng)路1838號(hào)
COPYRIGHT © 2022 上海盛普流體設(shè)備股份有限公司 .AL RIGHT RESERVED.















 021-54750010
021-54750010 總部:上海市閔行區(qū)昆陽(yáng)路1838號(hào)
總部:上海市閔行區(qū)昆陽(yáng)路1838號(hào)
